CARA PENGUKURAN
Cara Pengukuran adalah sebagai berikut :
- pengukuran langsung,
- pengukuran tak langsung,
- pengukuran pemeriksaan toleransi (dengan kaliber batas),
- pengukuran perbandingan dengan bentuk acuan (standar).
- Pengukuran geometri khusus, dan
- Pengukuran dengan mesin ukur koordinat.
- Pengukuran Langsung
Adalah proses pengukuran dengan memakai alat ukur langsung. Hasil pengukuran dapat langsung terbaca. Merupakan cara yang lebih dipilih jika seandainya hal ini dimungkinkan. Proses pengukuran dapat cepat diselesaikan. Alat ukur langsung umumnya memiliki kecermatan yang rendah dan pemakaiannya dibatasi yaitu :
- karena daerah toleransi £ kecermatan alat ukur,
- karena kondisi fisik objek ukur yang tak memungkinkan digunakannya alat ukur langsung, atau
- karena tidak cocok dengan imajinasi ragam daerah toleransi (tak sesuai dengan jenis toleransi yang diberikan pada objek ukur misanya toleransi bentuk dan posisi sehingga memerlukan proses pengukuran khusus.
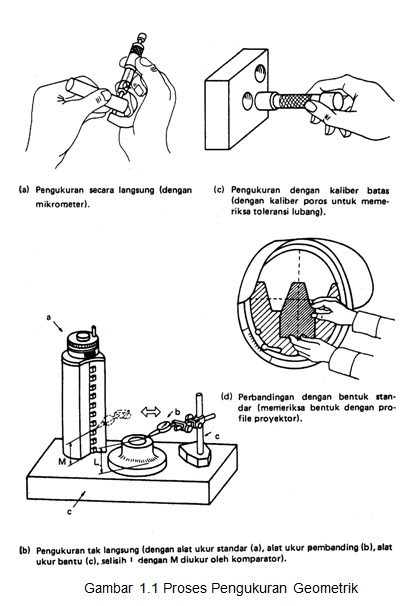
Contoh pengukuran langsung adalah pengukuran tebal objek ukur dengan memakai mikrometer, lihat gambar 1.1a
Proses pengukuran geometrik dapat dilaksanakan secara langsung
- tak langsung
- pemeriksaan dengan kaliber batas
- atau perbandingan dengan bentuk acuan
- Berdasarkan ilustrasi ini dapat disimpulkan bahwa teknologi pengukuran geometrik harus dirancang/dipilih sesuai dengan masalah yang dihadapi, supaya efektif dan efisien. efektif bermakna menghasilkan data pengukuran/pemeriksaan yang dapat diyakini kebenaran dan keterulangannya. Efektif berarti dapat dilakukan dengan usaha yang benar dan dapat dipertanggungjawabkan cara pelaksanaannya.
- Pengukuran Tak Langsung
Merupakan proses pengukuran yang dilaksanakan dengan memakai beberapa jenis alat ukur berjenis pembanding/komparator, standar dan bantu. Perbedaan harga yang ditunjukkan oleh skala alat ukur pembanding sewaktu objek ukur dibandingkan dengan ukuran standar (pada alat ukur standar) dapat digunakan untuk menentukan dimensi objek ukur. Kerana alat ukur pembanding umumnya memiliki kecermatan yang tinggi, sementara itu alat ukur standar memiliki kualitas (ketelitian) yang bisa diandalkan, maka proses pengukuran tak langsung dapat dilaksanakan sebaik mungkin untuk menghasilkan harga yang cermat serta da;pat dipertanggungjawabkan (teliti dan tepat). Proses pengukuran tak langsung umumnya berlangsung dalam waktu yang relatif lama. Contoh pengukuran semacam ini ditunjukkan dengan gambar 1.1 b, dengan alat ukur pembanding jenis pupitas (dial test indicator) yang dipasangkan pada dudukan pemindah (transfer stand; sebagai alat ukur bantu), alat ukur standar berjenis kaliber-induk tinggi (height master, yang memiliki skala pengatur ketinggian muka-ukur) dan meja rata (surface plate) sebagai alat ukur bantu.
- Pemeriksaan dengan Kaliber Batas
Dinamakan sebagai proses pemeriksaan karena tidak menghasilkan data angka (numerik) seperti halnya yang dihasilkan proses pengukuran. Pemeriksaan dilakukan untuk memastikan apakah objek ukur (objek pemeriksaan) memiliki harga yang terletak di dalam atau di luar daerah toleransi ukuran, bentuk, dan/atau posisi. Objek ukur akan dianggap baik bila terletak di dalam daerah toleransi da dikatakan jelek bila batas materialnya (permukaannya) berada di luar daerah toleransi yang dimaksud. Proses pemeriksaan berlangsung cepat dan cocok untuk menangani pemeriksaan kualitas geometrik produk hasil proses produksi massal. Gambar 1.1.c merupakan contoh proses pemeriksaan toleransi lubang dengan memakai kaliber poros (go & not go gauges).
- Perbandingan dengan bentuk acuan
Bentuk suatu produk (misalnya profil ulir atau roda gigi) dapat dibandingkan dengan suatu bentuk acuan yang ditetapkan atau dibakukan (standar) pada layar alat ukur proyeksi. Kebenaran bentuk konis dapat diperiksa dengan menggunakan kaliber konis. Pada prinsipnya pemeriksaan seperti ini tidaklah menentukan dimensi ataupun toleransi suatu benda ukur secara langsung, akan tetapi lebih kepada menentukan tingkat kebenarannya bila dibandingkan dengan bentuk standar, lihat gambar 1.1.d.
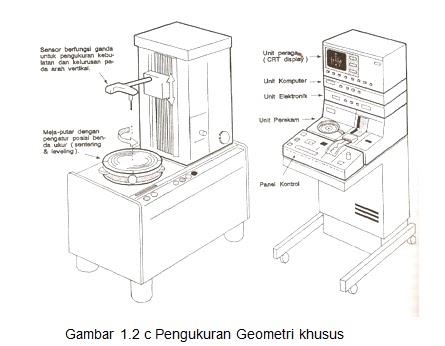
- d. Pengukuran geometri khusus
Berbeda dengan pemeriksaan secara perbandingan, pengukuran geometri khusus benar-benar mengukur geometri yang bersangkutan. Dengan memperhatikan imajinasi daerah toleransinya, alat ukur dan prosedur pengukuran dirancang dan dilaksanakan secara khusus. Berbagai masalah pengukuran geometri umumnya ditangani dengan cara ini, misalnya kekasaran permukaan, kebulatan poros atau lubang, geometri ulir, dan geometri roda gigi. Gambar 1.2 memperlihatkan contoh pengukuran kebulatan dan roda gigi. Gambar dengan keterangan yang diberikan dimaksudkan untuk menunjukkan contoh kerumitan dan kedalaman permasalahan pengukuran geometri.

Contoh profil kebulatan sebagai hasil pengukuran dengan alat ukur kebulatan dapat dianalisis berdasarkan empat cara yaitu cara lingkaran luar minimum, lingkaran dalam maksimum, lingkaran daerah minimum (MRZ) dan lingkaran kuadrat terkecil (masing-masing bisa menghasilkan harga parameter kebulatan DR yang berbeda). Menurut ISO cara analisis MRZ (minimum radial zone) adalah sesuai dengan makna toleransi kebulatan;perhatikan pernyataan toleransi kebulatan seperti yang diperlihatkan pada gambar 1.2.d.

Kebulatan hanya bisa diukur dengan benar dengan alat ukur kebulatan jenis sensor putar atau meja putar. Berdasarkan profil kebulatan yang terekam pada grafik polar bisa ditentukan harga parameter kebulatannya (lihat gambar 1.2 a).
Jenis sensor putar bisa digunakan untuk mengukur benda yang panjang dan berat.
Titik berat benda tidak perlu harus berimpit dengan sumbu putar sensor, lihat gambar 1.2 b,
Pemakaian jenis meja putar dibatasi oleh berat benda serta titik beratnya tidak bisa terlalu jauh terhadap sumbu putar (lihat gambar 1.3 c) lebih mudah dalam pemakaiannya (penyetelan kemiringan dan kesenteran benda ukur).
Penggabungan gerakan translasi sensor dapat dilakukan sehingga bisa digunakan untuk pengukuran kelurusan serta kesalahan bentuk yang lain, lihat gambar 1.3 d.
Pemakaian komputer untuk analisis data memang sangat membantu seperti halnya dalam pengukuran kebulatan.

Dengan alat ukur kebulatan jenis meja putar dimungkinkan pengukuran berbagai kesalahan bentuk. Misalnya, kebulatan, kesejajaran, ketegaklurusan, kesamaan sumbu dan kelurusan.

Contoh metrologi roda gigi. Kesalahan pits (jarak antar gigi) dapat diperiksa dengan lebih praktis dengan mengukurnya pada lingkaran dasar.
Kesalahan pits inio perlu dibatasi terutama bagi roda gigi penerus daya dan penerus putaran yang teliti. Sementara itu, profil gigi yang berupa involute dapat diukur dengan alat ukur profil.
Kesalahan bentuk profil involute ini akan mengurangi keandalan roda gigi dan kebisingan akan timbul jika roda gigi yang bersangkutan dioperasikan.
- Pengukuran dengan Mesin Ukur Koordinat
Seperti dengan namanya, alat ukur (lebih cocok dinamakan mesin ukur karena dimensinya yang relatif besar dan dioperasikan dengan prosedur tertentu) memiliki tiga sumbu gerak yang membentuk sumbu koordinat kartesian (X,Y,Z).
Sensor alat ukur dapat digerakkan pada sumbu ini secara manual dan mungkin juga secara otomatik mengikuti program gerakan pengukuran yang tersimpan dalam komputer pengontrolnya.
Setiap sumbu memiliki alat ukur jarak berjenis inductosyn, photocosyn, atau optical-grating (seperti yang diperlihatkan pada gambar 1.3

MUK (CMM; Coordinate Measuring Machine) merupakan alat ukur geometrik modern dengan memanfaatkan komputer untuk mengontrol gerakan sensor relatif terhadap benda ukur serta untuk menganalisis data pengukuran. Berbagai rancangan mesin dibuat sesuai dengan kebutuhan, demikian pula dengan jeins sensor yang bisa merupakan sensor kontak atau sensor scanning.
Proses pengukuran yang rumit bisa dilaksanakan dengan relatif mudah dan cepat.
Meskipun demikian, tetap dibutuhkan operator yang mempunyai keahlian dan keteramoilan di bidang metrologi geometrik.

Berbagai jenis CMM dapat diadakan dipilih/disesuaikan dengan jenis pekerjaan yang banyak ditangani di mana ukuran dan ketelitian memegang peranan.
Sementara itu, jenis sensor dapat dibeli terpisah.
Selain itu, perlu juga dipertimbangkan kemampuan software yang dimiliki CMM untuk mempermudah analisis pengukuran serta berbagai program statistik yang dimanfaatkan dalam pengontrolan kualitas geometrik

Tergantung pada kecanggihan software yang dimiliki CMM, proses pengukuran geometri benda ukur akan lebih dipermudah.
Pada contoh di atas suatu sistem koordinat benda ukur dapat diaktifkan melalui proses pergeseran dan pemutaran sumbu koordinat (A s.d D).
Selain berdasarkan sifatnya yang menghasilkan klasifikasi dasar dan klasifikasi turunan dengan 7 jenis alat ukur seperti yang telah diulas di muka, cara klasifikasi lain mengenai alat ukur geometrik adalah menurut prinsip kerja utama, yaitu ::
- Mekanis
- Elektris
- Optis
- Hidrolik
- Fluidik
- Pneumatik atau Aerodinamik
Beberapa jenis alat ukur menggunakan prinsip kerja gabungan, seperti :
- Elektromekanik (elektrik + mekanik)
- Optomekanik (optik + mekanik)
- Optoelektrik (optik + elektrik)
- Pneumatikmekanik, dsb.
Prinsip kerja gabungan, yang diterapkan untuk alat ukur geometrik dan besaran teknik lainnya, sebagai sistem pengukuran mandiri maupun yang tergabung menjadi suatu sistem kontrol, ditambah dengan pengolahan data dengan pemanfaatan komputer, saat ini telah berkembang semakin jauh menjadi bidang teknologi mandiri yang sering dinamakan dengan mekatronik.
Sebagai bagian dari ilmu mekatronik, berbagai jenis prinsip kerja alat ukur geometrik ini akan diulas dalam beberapa sub-bab berikut.
Pembahasan dititikberatkan pada aspek kecermatan dan pemakaiannya guna mendukung ide penyebarluasan pemahaman yang benar atas berbagai istilah dalam pengukuran termasuk dua istilah penting yaitu ketelitian (accuracy) dan ketepatan (precision).
Metrologi geometrik dapat dipelajari dan dikembangkan dengan lebih mudah melalui klasifikasi masalah pengukuran, yaitu :
- Masalah pengukuran linier
- Masalah pengukuran sudut
- Masalah pengukuran kesalahan bentuk dan posisi
- Masalah pengukuran ulir
- Masalah pengukuran roda gigi
- Masalah pengukuran secara optik,
- Masalah pengetesan geometrik mesin perkakas, dan
- Masalah pemakaian mesin ukur koordinat (CMM), Coordinat Measuring Machine).












Sangat bermanfaat mas artikelnya
BalasHapusTERIMAKASIH
Sangat bermanfaat bagi kami thank you
BalasHapusIni ada sumber nya gak ya Ka?
BalasHapusTerimakasih